




Các tính năng như in một cú nhấp chuột của Formlabs tồn tại cho các máy chuyên nghiệp, nhưng các máy in có sở thích thường yêu cầu thêm một chút tinh chỉnh và khắc phục sự cố và sửa máy in. Trong bài đăng này, bạn sẽ tìm hiểu về các vấn đề phổ biến nhất mà bạn chắc chắn sẽ gặp phải với tư cách là nhà sản xuất và khám phá các bản sửa lỗi của chúng.
1) Chuỗi / Oozing
Khi di chuyển qua không gian trống, đầu phun đôi khi sẽ chảy ra sợi tơ sau đó dính vào bề mặt bản in của bạn. Điều này được gọi là chuỗi và xuất hiện như những mạng nhện mỏng giữa bản in của bạn mà bạn có thể khó loại bỏ.

- Sử dụng Rút lại:
Điều chỉnh các giá trị rút lại của bạn là điều tốt nhất bạn có thể làm để chống lại chuỗi trong bản in 3D. Khi vòi phun của bạn vượt qua không gian trống, máy đùn sẽ 'rút lại' và kéo dây tóc trở lại qua vòi để giữ cho nó không chảy ra. Khi được thực hiện chính xác, điều này có hiệu quả trong việc loại bỏ chuỗi ký tự.
Các biến chính cần ghi nhớ khi xem xét rút lui là tốc độ và khoảng cách. Tốc độ xác định tốc độ máy đùn kéo dây tóc trở lại qua người chạy và khoảng cách xác định quãng đường di chuyển của dây tóc.Xem thêm: Tầm Quan Trọng Của Việc Duy Trì Và Vệ Sinh Máy Lạnh
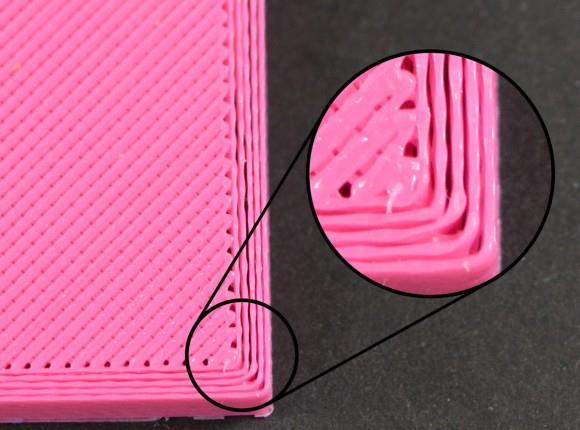
Khi tốc độ quá thấp, các đốm màu có thể hình thành trên bề mặt bản in của bạn hoặc có thể xảy ra hiện tượng xâu chuỗi giữa các bề mặt. Độ rút quá cao có thể làm kẹt vòi phun hoặc tạo ra các vùng không đọng lại dây tóc.
Ví dụ về đốm màu trong một bản in.
Khoảng cách quá cao sẽ gây ra các đốm màu trên bản in của bạn và dẫn đến kẹt dây tóc. Khoảng cách quá thấp sẽ không ngăn được dây che các bản in của bạn.
Quay số trong khoảng cách rút lại và các giá trị tốc độ trong máy cắt của bạn là điều tốt nhất có thể được thực hiện để chống lại chuỗi. Một số máy thái cũng bao gồm các thông số "bờ biển" và "xóa" đặc biệt. Đây có thể là những công cụ mạnh mẽ để quay số thêm các giá trị rút lại của bạn và tham khảo ý kiến bộ cắt cụ thể của bạn để xem chúng được sử dụng như thế nào.
Để xác định giá trị thu hồi tối ưu của bạn, trước tiên hãy xem xét xem bạn đang sử dụng máy đùn truyền động trực tiếp hay máy ép nơ. Máy đùn truyền động trực tiếp thường sẽ yêu cầu khoảng cách rút ngắn hơn máy đùn bowden. Tiếp theo, xác định dây tóc bạn đang sử dụng vì các vật liệu khác nhau yêu cầu các cài đặt rút lại khác nhau.
Các vật liệu như PLA và ABS có xu hướng hoạt động tốt với tốc độ 40mm / s - 60mm / s và khoảng cách 0,5mm đến 1mm trên các thiết lập truyền động trực tiếp. Thiết lập Bowden thường được hưởng lợi từ tốc độ trong khoảng 30mm / s - 50mm / s và khoảng cách khoảng 2mm. Các vật liệu kỳ lạ hơn như TPU thường yêu cầu tốc độ rút chậm hơn và khoảng cách rút lớn hơn.Xem thêm: Máy điều hòa không khí di động
- Điều chỉnh tốc độ di chuyển để di chuyển không in:
Vòi phun của bạn di chuyển qua các không gian trống càng nhanh thì càng có ít thời gian để dây tóc chảy ra khỏi vòi phun. Hầu hết các máy thái đều có một biến có tên là 'tốc độ di chuyển cho các chuyển động không in' có thể được sửa đổi để điều chỉnh tốc độ mà vòi phun của bạn di chuyển qua các không gian trống. MatterHackers đã thực hiện một thử nghiệm tuyệt vời trong việc điều chỉnh các giá trị như khoảng cách rút lại, tốc độ rút và tốc độ di chuyển và bạn có thể tìm thấy những kết quả đó tại đây. Thí nghiệm của họ phát hiện ra rằng 150mm / s là tốc độ di chuyển lý tưởng cho nhiều loại máy.
- Điều chỉnh nhiệt độ vòi phun của bạn:
Nếu bạn vẫn nhận thấy dây căng sau khi sửa đổi từng giá trị này, rất có thể dây tóc của bạn đang bị đốt nóng đến nhiệt độ quá cao. Nhiệt sẽ làm giảm độ nhớt của dây tóc nóng chảy và làm cho nó dễ bị dây, vì vậy nếu vẫn thất bại, hãy điều chỉnh nhiệt độ ép đùn của bạn. Lưu ý, điều này có xu hướng làm giảm độ bền của bản in của bạn, vì vậy nhiệt độ đùn không được giảm xuống dưới thông số kỹ thuật tối thiểu của nhà sản xuất.
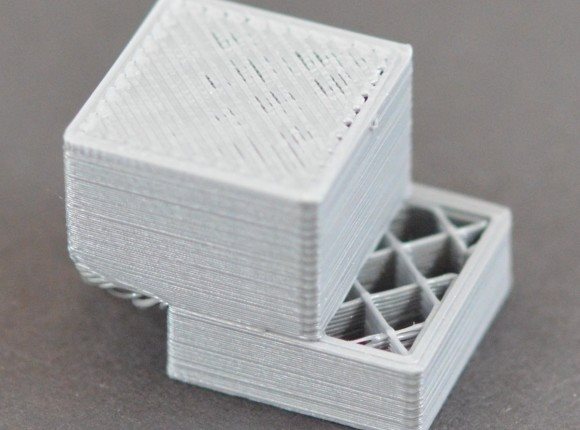
2) Quá nhiệt nhựa
Nhựa được ép đùn ở nhiệt độ quá cao thường sẽ mang lại các tính năng không chính xác và bị xáo trộn. Vấn đề này là phổ biến nhất đối với các lớp có mặt cắt ngang nhỏ.
Các lớp có mặt cắt ngang nhỏ in nhanh có thể khiến chúng dần dần nóng lên. Điều này tạo ra các lớp trở nên mềm và biến dạng khi in liên tục. Các mô hình như tháp Eiffel minh họa hiệu ứng này đối với đỉnh tháp. Khi kích thước của mỗi lớp giảm xuống, người di chuyển dành thời gian ở cùng một vùng dẫn đến các lớp nóng lên và cuối cùng biến dạng.
- Làm mát lớp:
Cách tốt nhất để chống lại điều này là có một chiếc quạt chuyên dụng để làm mát các lớp in của bạn. Quạt này phải được hướng ra sao cho nó không làm mát khối lò sưởi của hotend của bạn nhưng làm mát nhựa nóng chảy ngay sau khi nó lắng đọng bởi hotend. Nhiều máy sử dụng hai quạt chỉ với mục đích làm mát từng lớp.
- Làm chậm tốc độ in của bạn:
Việc giảm tốc độ in có thể giúp ích cho một số bộ phận bằng cách tạo thời gian cho các lớp nguội trước khi chất dẻo bổ sung được tích tụ trên chúng. Lưu ý, đối với một số dạng hình học, điều này có thể làm biến dạng trầm trọng hơn bằng cách cung cấp cho đầu phun nhiều thời gian hơn để làm nóng các lớp của bản in.
- Giảm nhiệt độ in của bạn:
Nếu vẫn thất bại, hãy xem xét giảm nhiệt độ đùn của bạn. Điều này nên được sử dụng như một phương sách cuối cùng vì nó có xu hướng chỉ có hiệu quả nhẹ trong việc giảm biến dạng và sẽ làm giảm độ bền của bản in của bạn.
Máy Hobbyist đang tiếp tục được cải thiện về độ tin cậy, nhưng hầu hết các máy in FDM vẫn không phù hợp để in dễ dàng và đáng tin cậy. Nếu ứng dụng hoặc doanh nghiệp của bạn yêu cầu in ấn đáng tin cậy và thiết lập dễ dàng, hãy cân nhắc kiểm tra các máy in SLA như Mẫu Formlabs 2.
Sử dụng các dịch vụ nạp mực máy in,sửa chữa máy in tại nhà ,sữa chữa máy tính của Cấp tốc việt.









